Бизнес-план производства нового продукта в ООО «Приозерск-Лес»
18
Доставка оборудования будет осуществляться транспортом компаний-поставщиков. Монтаж оборудования будет осуществляться рабочими ООО ПФ «Приозерск-Лес».
Характеристика приобретаемого оборудования приведена в таблице М.1.
Новое оборудование будет размещено в цехе обработки профильного погонажа. Площадь данного цеха составляет 1 152 м2. Схема размещения приобретаемого оборудования в цехе обработки профильного погонажа приведена на рисунке ![]()
![]() М.1. Затраты на приобретение и монтаж дополнительного оборудования приведены в таблице М.2 и составят 4 4200 29,60 руб. Планируемые амортизационные отчисления приведены в таблице М.3 и составят в первый год реализации проекта 457 560 руб., во второй год – 400 365 руб., в третий год – 350 319,38 руб.
М.1. Затраты на приобретение и монтаж дополнительного оборудования приведены в таблице М.2 и составят 4 4200 29,60 руб. Планируемые амортизационные отчисления приведены в таблице М.3 и составят в первый год реализации проекта 457 560 руб., во второй год – 400 365 руб., в третий год – 350 319,38 руб.
Расчёт эффективного годового фонда времени работы оборудования в цехе обработки профильного погонажа приведен в таблице М.4. Итак, из таблицы М.4 видно, что эффективный фонд времени работы оборудования в цехе обработки профильного погонажа составляет 3572 часов или 298 дней.
Планируемых остановок на средний и текущий ремонты в рабочие дни осуществляться не будет, т.к. они будут проводиться в выходные и праздничные дни.
Расчетная мощность линии по производству дверной коробки и сопутствующего профильного погонажа определена в таблице М.5 , из которой видно, что годовая мощность линии составит 2 357 520 погонных метров в год.
Избыточная мощность оборудования предприятия объясняется тем, что размер партии заказа и типоразмеры изделий зависят от заказчика, поэтому необходимо иметь известный резерв мощности оборудования.
Технологический процесс производства планируемой продукции предполагает два обособленных потока: изготовление дверной коробки и изготовление сопутствующего профильного погонажа. Схема технологического процесса изготовления дверной коробки представлена на рисунке 8.
Как показано на рисунке 8, доставка сырья осуществляется транспортом предприятий поставщиков. Плита МДФ с помощью автопогрузчика подаётся на станок Altendorf F-45, где раскраивается на заготовки необходимых размеров. Полученные заготовки поступают на многопильный станок PAUL S-1200, где производятся черновые заготовки. Полученный черновой материал отправляется на фрезерный станок FSN 300 Holzmann, где производится фрезеровка профиля по чертежам, осуществляется выборка четверти. Полученные детали окутываются в плёнку ПВХ на линии FRIZ - 1, а затем торцуются в размер на торцовочном станке KAP 315 L Holzmann.
Одновременно с этим осуществляется изготовление поддонов из отходного материала. Поддоны необходимы для упаковки и транспортировки. Упаковка поддонов так же изготавливается из отходного материала.
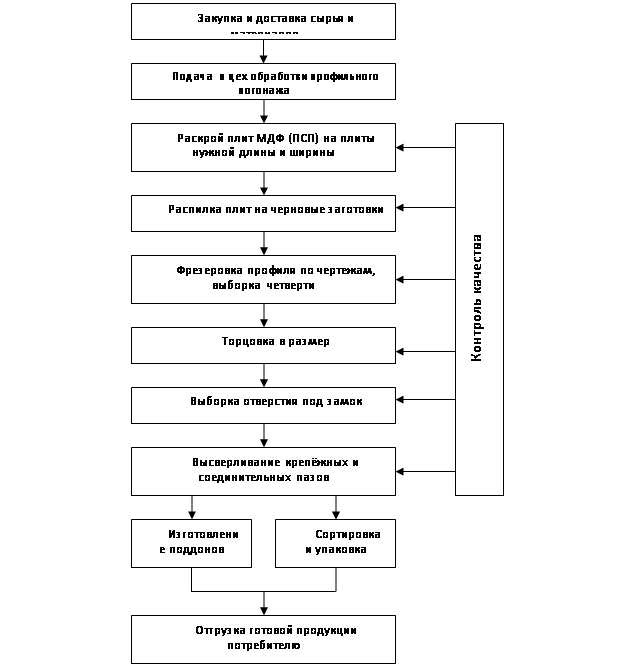
Рисунок 8 - Технологический процесс производства дверной коробки составной универсальной
Упакованные изделия автопогрузчиком складываются в специально отведённое место в цехе, откуда затем отгружаются потребителю.
Схема технологического процесса изготовления сопутствующего продукции аналогична представленной схеме. Она изображена на рисунке М.2.
Процесс производства сопутствующей продукции начинается, как показано на рисунке М.2, с доставки сырья, которая осуществляется транспортом предприятий поставщиков. Плита МДФ с помощью автопогрузчика подаётся на станок Altendorf F-45, где раскраивается на заготовки необходимых размеров. Полученные заготовки поступают на многопильный станок PAUL S-1200, где производятся черновые заготовки. Полученный черновой материал отправляется на фрезерный станок FSN 300 Holzmann, где производится фрезеровка профиля по чертежам, осуществляется выборка четверти. Полученные детали окутываются в плёнку ПВХ на линии FRIZ - 1, а затем торцуются в размер на торцовочном станке KAP 315 L Holzmann. Затем полученные готовые изделия отправляются на станок Термопак, где упаковываются в термоусадочную плёнку.
Одновременно с этим осуществляется изготовление поддонов из отходного материала. Упаковка поддонов так же изготавливается из отходного материала. Упакованные изделия автопогрузчиком складываются в специально отведённое место в цехе, откуда затем отгружаются потребителю.
Продукция будет выполняться при полном соответствии Российским государственным стандартам качества (ГОСТ 8242-88 «Детали профильные из древесины и древесных материалов для строительства» Технические условия).
Контроль качества будет осуществляться отделом технического контроля. Планируется организовать сквозную систему контроля.
Длину, ширину и толщину деталей измеряют металлическими линейками и рулетками, предельными калибрами, штангенциркулями, штангенглубинометрами. Ширина и глубина измеряется по торцам и посередине глубины деталей. Отклонения от перпендикулярности (прямолинейности) сторон деталей определяют поверочными угольниками, поверочными линейками и щупами измерением максимального зазора.
Поставщиком основного материала – плит МДФ (2440х74х24; 2440х30х16) – является ОАО «Лесплитинвест», ул. Инженерная, д.13, г. Приозерск. ОАО «Лесплитинвест», как и ООО ПФ «Приозерск-Лес», расположено на промышленной территории, принадлежавшей ранее ОАО «Приозерский МДК». Благодаря такому расположению, ООО ПФ «Приозерск-Лес» имеет возможность закупать основное сырьё (плиту МДФ) с минимальными транспортными расходами, что в итоге позволит снизить себестоимость. Остальное сырьё, необходимое для производства изделий из МДФ, аналогично сырью, которое используется в производстве изделий из древесного массива. Таким образом, необходимо пересмотреть договора с уже имеющимися поставщиками и увеличить объёмы заказов. Договора о поставке сырья предполагается заключить с фирмами, приведёнными в таблице М.6.
Поставка сырья будет осуществляться собственным автомобильным транспортом поставщиков. Оплата будет производиться по безналичному расчету в течение срока, указанного в договоре поставки.
Потребность производства в сырье и материалах и оценка возможных издержек производства производится исходя из обоснованных норм расхода сырья и материалов.
Обоснование норм расхода плит МДФ приводится в таблице М.7.
Расход плёнки ПВХ устанавливается, исходя из типоразмеров изделия, требований клиента к степени окутывания профилей. Проектируемые нормы расхода плёнки ПВХ на планируемые изделия основаны на нормах расхода облицовочной плёнки на аналогичные виды продукции, производимые предприятием. После запуска новой продукции данные нормы расхода будут скорректированы в соответствии с фактическим расходом материала. Проектируемые нормы расхода плёнки ПВХ приведены в таблице М.8.
Норма расхода клея «Берит 704» определяется исходя из расхода по паспорту – 60 г/м2. Обоснование норм расхода клея «Берит 704» приведено в таблице М.9.
Расход термоусадочной плёнки устанавливается, исходя из типоразмеров изделия, количества изделий, пакуемых в один пакет. Проектируемые нормы расхода термоусадочной плёнки на планируемые изделия основаны на нормах расхода данной плёнки на аналогичные виды продукции, производимые предприятием. После запуска новой продукции данные нормы расхода будут скорректированы в соответствии с фактическим расходом материала.