Проектирование системы менеджмента качества продукции. Управление процессами
12
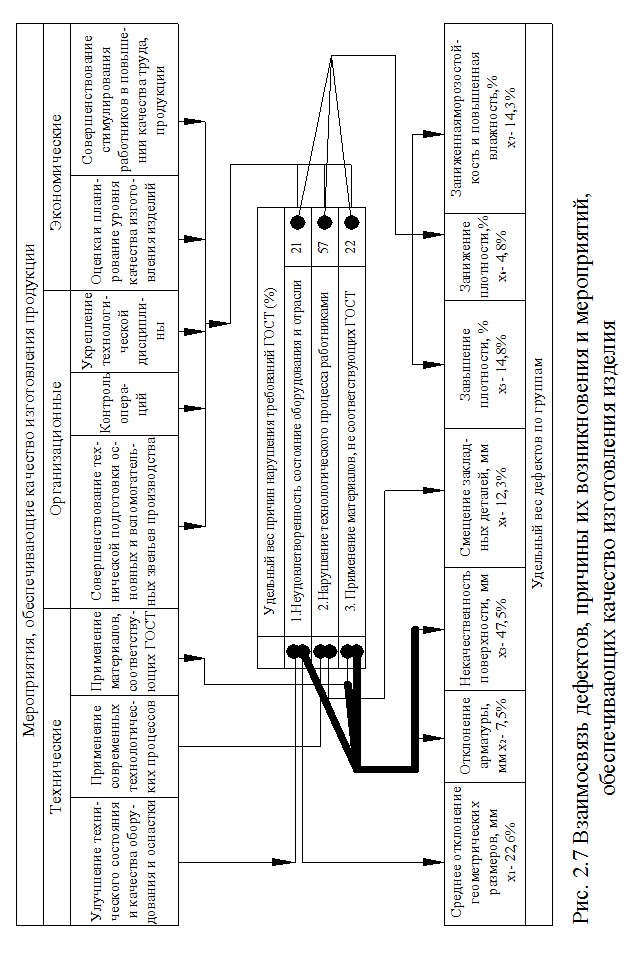
Наибольший удельный вес дефектных изделий приходится на изделия, имеющие группы дефектов х1, х2, х3, х4, х5, . Результаты контроля качества изготовления изделий показывают, что по всем контролируемым параметрам не соблюдены требования ГОСТа. Большой удельный вес дефектных изделий является основой для контроля качества работ по технологическим процессам и составления проекта плана разработки и очерёдности внедрения организационно-технических мероприятий по обеспечению уровня качества изготовления конкретных видов продукции. Это имеет немаловажное значение из-за ограниченности ресурсов предприятия, которая не позволяет обеспечить одновременно нормативный уровень качества всех видов изделий. Отношение выявленных в результате контроля дефектов в группах ко всему объёму контролируемых изделий позволило установить, что среднее отклонение геометрических размеров от допуска ГОСТ отмечено у 22,6 % изделий; некачественность поверхности — 47,5 %; увеличение плотности — 14,8 %; смещение закладных деталей - 12,3 %; заниженная прочность — 4,8 %; оголение арматуры - 7,5 %; повышенная влажность и заниженная морозостойкость - 14,3 %.
Анализ данных контроля показал, что основными причинами дефектов в выпускаемой продукции являются неудовлетворительное техническое состояние оборудования, нарушение технологического процесса работниками и применение материалов, не соответствующих ГОСТу.
Удельное содержание каждой причины в процентах от общего количества нарушений определялось отношением числа дефектов по данной причине к общему числу дефектов (табл. 2.3).
Таблица 2.3. Распределение нарушений требований ГОСТ по причинам
|
Основные причины нарушений |
Год |
ОБД |
Нарушение по причинам (Р), % |
|
Применение материалов не соответствующих ГОСТ |
2001 |
22 |
Р = 22 |
|
Нарушение технологического процесса работниками |
2001 |
57 |
Р = 57 |
|
Неудовлетворительное техническое состояние оборудования и оснастки |
2001 |
21 |
Р = 21 |
Как видно из таблицы, для заводов железобетонных изделий преобладающими являются нарушения по первой и второй группам причин.
Взаимосвязь дефектов и причин их возникновения приведена на рис. 2.7.
Низкое качество и неудовлетворительное состояние оборудования и оснастки часто обусловлено тем, что срок службы форм намного превышает нормативный, поэтому первая группа причин имеет наибольший процент в таблице распределений нарушений требований ГОСТа на заводе и составляет в среднем 22 %. Также обращает на себя внимание нарушение технологического процесса (часто не соблюдаются ремонтные циклы форм, режим ремонта дозаторов, что приводит к нарушениям и отклонениям в изготовлении изделий и конструкций и т.д.). Нарушение технологического процесса составляет 57 % .
Таким образом улучшение качества изготовления железобетонных изделий может быть обеспечено выполнением обширного комплекса мероприятий, охватывающего все стадии технологического процесса и приведение в должное состояние технологического оборудования и оснастки. Третью группу причин составляют строительные материалы, несоответствующие ГОСТ. Так, песок не соответствует по модулю крупности и проценту фракции, крупный заполнитель на фракции не разделён. Сырьё выгружается часто на открытые площадки.
Применение песка с повышенной влажностью и крупного заполнителя со следами воды приводит к нарушению дозировки и, следовательно, к ухудшению качества изготовления изделий, к дополнительному расходу цемента.
На уровень качества изготовления изделий влияет и то, что потребность и обеспеченность в местных строительных материалах удовлетворяется не в полном объёме. Это вынуждает предприятия железобетонных изделий использовать материалы, не соответствующие ГОСТу.
Использование материалов, не соответствующих ГОСТам, по ряду заводов составляет в среднем 21 %. Некачественно выполненные изделия и конструкции, кроме затрат на исправление допущенных дефектов, перерасхода материальных, денежных и трудовых затрат, влекут за собой в дальнейшем увеличение расходов на ремонт зданий уже с первого года их эксплуатации. В период эксплуатации зданий на поверхности фасада появляются дефекты, которые ведут к нарушению отделочного слоя и конструкции самого изделия. Эти дефекты подразделяют на общие и местные. Общие дефекты образуются в результате нарушений технологии производства строительных, конструкций изделий, а также производства отделочных работ.
При использовании в качестве заполнителя мелкого загрязненного песка получается раствор плохого качества, в результате в 4-5 раз повышается усадка раствора в облицовочном слое и на поверхности появляются трещины.
Недостаточная толщина отделочного слоя при дальнейшей обработке поверхности (например, осадки) ослабляет прочность сцепления раствора с заполнителем и приводит к выпадению крупного заполнителя во время монтажа либо в период эксплуатации. Неправильное положение арматурной стали, т. е. расположение её на малом расстоянии от облицовочного слоя, приводит к появлению ржавых пятен, позволяет проникать влаге и вызывает деформации отделочного слоя, пористость панелей.
К наиболее распространённым видам повреждений и разрушений относятся микроскопические трещины на поверхности и более крупные сквозные в отделочном слое. Образованию микротрещин способствует плохое перемешивание компонентов раствора во время изготовления изделий. Под влиянием влаги температурных изменений отделочный слой коробится и отваливается. Качественное изготовление изделий и конструкций значительно влияет на: сокращение стоимости отделки зданий сооружений; трудоемкость; расход основных материалов; число ремонтов и их стоимость.
Глава 3. Улучшение деятельности в процессах
Исследование и анализ процессов управления системы менеджмента качества
Стандарты ИСО 9001: 2000 предлагают новый подход к построению СМКп, которая состоит из (рис.3.1):
-политики в области качества;
-процессов управления СМКп.
Политика качества - это часть общей политики предприятия, направленная на реализацию главной цели - повышение качества выпускаемой продукции.
Руководство предприятия, на которое возложена основная ответственность за качество продукции, разрабатывает и постоянно актуализирует политику в области качества.