Организация производства и менеджмент
5
Таблица 5 – Матрица трудоемкостей для последовательно-параллельного вида движения
|
Детали |
I вариант |
Детали |
II вариант | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
1 |
2 |
3 |
4 |
5 |
6 | ||
|
L |
2/2 |
6/6 |
10/10 |
7/10 |
5/10 |
8/13 |
L |
2/2 |
6/6 |
10/10 |
7/10 |
5/10 |
8/13 |
|
N |
4/6 |
7/13 |
11/21 |
2/21 |
5/24 |
8/27 |
N |
4/6 |
7/13 |
11/21 |
2/21 |
5/24 |
8/27 |
|
K |
6/12 |
14/27 |
15/36 |
2/36 |
3/37 |
7/41 |
O |
13/19 |
7/20 |
6/27 |
4/27 |
2/27 |
3/30 |
|
O |
13/25 |
7/34 |
6/42 |
4/42 |
2/42 |
3/44 |
K |
6/25 |
14/34 |
15/42 |
2/42 |
3/43 |
7/47 |
![]()
|
|
|
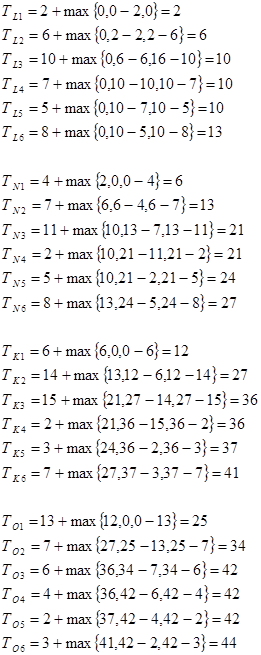
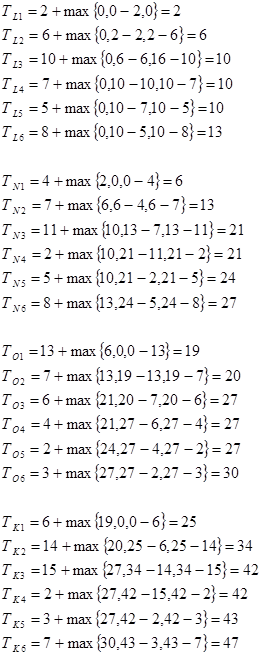
При последовательно-параллельном виде движения достигается наименьшая совокупная длительность цикла.
Составление календарного плана графика загрузки оборудования на предметно-замкнутом участке
При построении моделей плана-графика учитываются следующие условия:
1. партии деталей запускаются в обработку одновременно, согласно определенной предварительно оптимальной последовательности;
2. трудоемкость обработки одной детали по сравнению с совокупной продолжительностью операционных циклов изготовления всей партии.
Исходные данные для загрузки оборудования при последовательном виде движения.
Совокупная продолжительность изготовления партий деталей, закрепленных за участком, при отсутствии простоев оборудования определяется по формулам:
– для последовательного вида движения
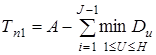 ,
,
где 

– для последовательно-параллельного вдиа движения с поштучной передачей деталей.

Таблица 6 – Исходные данные для загрузки оборудования при последовательном виде движения
|
Детали |
I вариант | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | |
|
L |
2 |
6 |
10 |
7 |
5 |
8 |
|
N |
4 |
7 |
11 |
2 |
5 |
8 |
|
K |
6 |
14 |
15 |
2 |
3 |
7 |
|
O |
13 |
7 |
6 |
4 |
2 |
3 |
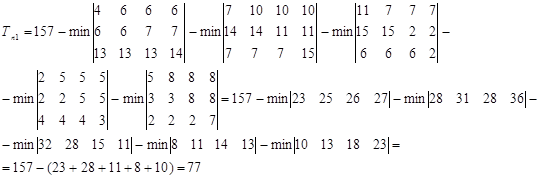
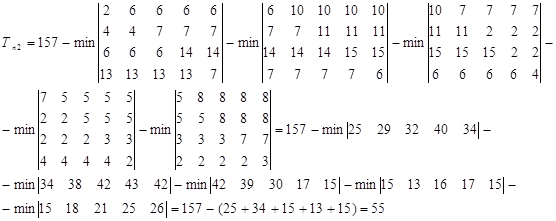
Таблица 7 – Исходные данные для загрузки оборудования при последовательно – параллельном виде движения
|
Детали |
I вариант | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | |
|
L |
2 |
6 |
10 |
7 |
5 |
8 |
|
N |
4 |
7 |
11 |
2 |
5 |
8 |
|
K |
6 |
14 |
15 |
2 |
3 |
7 |
|
O |
13 |
7 |
6 |
4 |
2 |
3 |