Организация производства и менеджмент
4
Уменьшение п способствует сокращению Тс наиболее существенно при последовательном виде движения. Оно приводит к сокращению степени параллельности обработки партии деталей на смежных операциях при последовательно-параллельном и параллельном видах движения.
Уменьшение р в два раза сокращает ТСПП примерно на 5,3%, а ТСПАР – на 10,3%. При поштучной передаче деталей это сокращение соответственно составляет 10,4% и 20,1%, т.е. значительнее влияет при параллельном виде движения.
Сокращение длительности самой трудоемкой операции в два раза уменьшает ТСП на 16,3%, ТСПП на 28,4% и ТСПАР на 24,8%.
Таким образом, в данной ситуации целесообразно выбрать последовательно-параллельный вид движения и предусмотреть мероприятия по сокращению самой трудоемкой операции.
Оптимизация длительности цикла и порядка запуска деталей в обработку
Таблица 3 – Исходные данные для примера определения порядка запуска партий деталей
|
Детали |
Длительность операционных циклов, ч |
Т1 |
Т2 |
Т2 – Т1 |
Варианты запуска | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
I |
II | ||||
|
N |
4 |
7 |
11 |
2 |
5 |
8 |
22 |
15 |
-7 |
L |
L |
|
K |
6 |
14 |
15 |
2 |
3 |
7 |
35 |
12 |
-23 |
N |
N |
|
L |
2 |
6 |
10 |
7 |
5 |
8 |
18 |
20 |
2 |
K |
O |
|
O |
13 |
7 |
6 |
4 |
2 |
3 |
26 |
9 |
-17 |
O |
K |
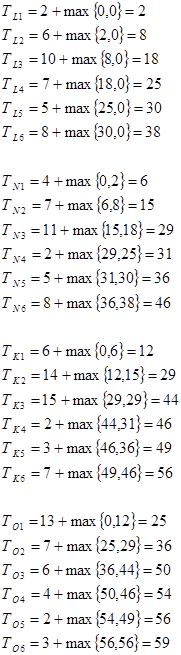
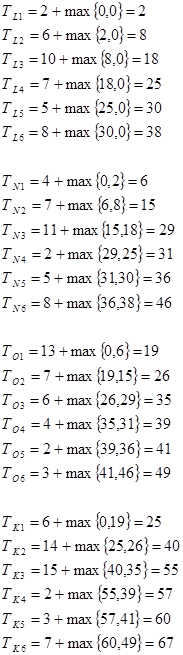
Для определения совокупной длительности цикла обработки партии деталей используются следующие алгоритмы:
![]()
где ![]() – операционный цикл обработки j‑ой детали на i‑ой операции.
– операционный цикл обработки j‑ой детали на i‑ой операции.
Таблица 4 – Матрица трудоемкостей для последовательного вида движения
|
Детали |
I вариант |
Детали |
II вариант | |||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
1 |
2 |
3 |
4 |
5 |
6 | |||
|
L |
2/2 |
6/8 |
10/18 |
7/25 |
5/30 |
8/38 |
L |
2/2 |
6/8 |
10/18 |
7/25 |
5/30 |
8/38 | |
|
N |
4/6 |
7/15 |
11/29 |
2/31 |
5/36 |
8/46 |
N |
4/6 |
7/15 |
11/29 |
2/31 |
5/36 |
8/46 | |
|
K |
6/12 |
14/29 |
15/44 |
2/46 |
3/49 |
7/56 |
O |
13/19 |
7/26 |
6/35 |
4/39 |
2/41 |
3/49 | |
|
O |
13/25 |
7/36 |
6/50 |
4/54 |
2/56 |
3/59 |
K |
6/25 |
14/40 |
15/55 |
2/57 |
3/60 |
7/67 | |
|
|
| |||||||||||||