Обзор методов графического представления моделей в экономике и управлении
5

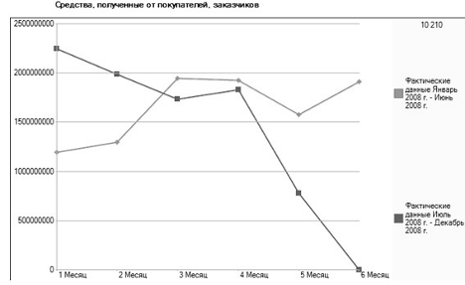
Отчет по сравнению плановых и фактических данных
Гистограмма
Гистограмма позволяет оценить состояние качества. Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период (час, неделю, месяц) данным, которые разбиваются на несколько интервалов. Число данных, попавших в каждый из интервалов (частота), выражается высотой столбика.
Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений. Благодаря простоте и наглядности гистограммы нашли применение в различных областях:
– для анализа сроков получения заказа (за контрольный норматив принимается срок поставки согласно договору);
– для анализа времени реагирования группы обслуживания от момента получения заявки от клиента, времени обработки рекламации от момента ее получения и т.д.;
– для анализа значений показателей качества, таких как размеры, масса, механические характеристики, химический состав, выход продукции и т.д. при контроле готовой продукции, при приемочном контроле, при контроле процесса в самых разных сферах деятельности;
– для анализа чистого времени операций, времени износа режущей поверхности и т.д.;
– для анализа числа бракованных изделий, числа дефектов, числа поломок и т.д.
Полученная в результате анализа гистограммы информация может быть легко использована для построения и исследования причинно-следственной диаграммы, что повысит обоснованность мер, намеченных для улучшения процесса.
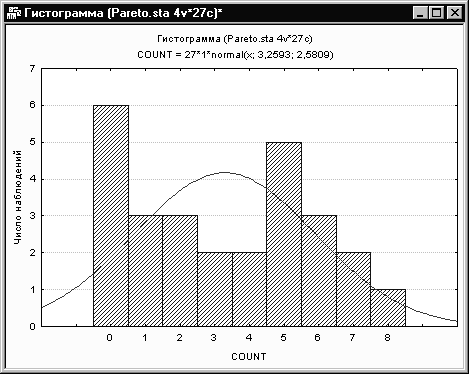
Рисунок Гистограмма
Диаграмма разброса
Применяется в производстве и на различных стадиях жизненного цикла продукции для выяснения зависимости между показателями качества и основными факторами производства. Метод «Диаграмма разброса» – один из инструментов статистического контроля качества.
Японский союз ученых и инженеров в 1979 г. включил диаграмму разброса в состав семи методов контроля качества.
Цель метода
Выяснение существования зависимости и выявление характера связи между двумя различными параметрами процесса.
Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Эти две переменные могут относиться к:
характеристике качества и влияющему на нее фактору;
двум различным характеристикам качества;
двум факторам, влияющим на одну характеристику качества.
При наличии корреляционной зависимости между двумя факторами значительно облегчается контроль процесса с технологической, временной и экономической точек зрения.
Диаграмма разброса в процессе контроля качества используется также для выявления причинно-следственных связей показателей качества и влияющих факторов.
Для выяснения влияния одной переменной на другую следует собрать необходимые данные и внести их в листок регистрации.
По полученным данным построить диаграмму разброса и провести анализ диаграммы. Иногда желательно получить количественную оценку тесноты или силы связи между случайными величинами.
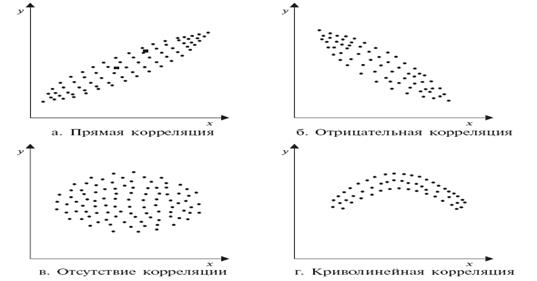
Диаграмма разброса – это точечная диаграмма в виде графика, получаемого путем нанесения в определенном масштабе экспериментальных, полученных в результате наблюдений точек. Координаты точек на графике соответствуют значениям рассматриваемой величины и влияющего на него фактора. Расположение точек показывает наличие и характер связи между двумя переменными (например, скорость и расход бензина, или выработанные часы и выход продукции).
По полученным экспериментальным точкам могут быть определены и числовые характеристики связи между рассматриваемыми случайными величинами: коэффициент корреляции и коэффициенты регрессии.
Диаграммы разброса (рассеяния)
Правила построения диаграммы разброса
Определить, между какими парами данных необходимо установить наличие и характер связи. Желательно не менее 25–30 пар данных.
Для сбора данных подготовить бланк таблицы (листок регистрации), предусмотрев в нем графы для порядкового номер наблюдения i; независимой переменной характеристики, называемой аргументом х; зависимой переменной, называемой функцией (откликом) у.
По результатам наблюдения заполнить листок регистрации данных.
По полученным данным построить график в координатах х-у и нанести на него данные. Длина осей, равная разности между максимальными и минимальными значениями для х и у, по вертикали и по горизонтали должна быть примерно одинаковой, тогда диаграмму будет легче читать.
Нанести на диаграмму все необходимые обозначения. Данные, отраженные на диаграмме, должны быть понятны любому человеку, а не только тому, кто делал диаграмму. В этом случае при осуществлении контроля причинных факторов х (откликов) характеристика у (функция) будет оставаться стабильной.
Дополнительная информация:
Следует отметить, что если две переменные кажутся связанными, это не означает, что они таковыми являются.
Если данные не кажутся связанными, это не означает, что они не связаны: просто приведено недостаточно данных или данные следует разбить по классам и построить по каждому классу свою диаграмму, а возможно допущена большая ошибка при измерении и т.д.
Достоинства метода
Наглядность и простота оценки связей между двумя переменными.
Недостатки метода
К оценке диаграммы следует привлекать тех, кто владеет информацией о продукции, чтобы исключить неправильное использование этого инструмента.
Ожидаемый результат
Принятие решения о проведении необходимых мероприятий на основании анализа диаграммы разброса.
7. Контрольные карты
Применяются везде, где требуется отслеживать состояние процесса во времени и воздействовать на процесс до того, как он выйдет из-под контроля. Контрольные карты – один из основных инструментов статистического контроля качества. Японский союз ученых и инженеров в 1979 г. включил контрольные карты в состав семи методов контроля качества.
Осуществлять оценку управляемости действующего процесса. В случае управляемости процесса – оценку его воспроизводимости. В случае статистически неуправляемого процесса осуществлять проведение корректирующего воздействия и проверку эффективности принятых мер. В период же запуска процесса осуществлять оценку возможностей процесса, т.е. способности удовлетворять техническим требованиям.
Контрольные карты (КК) – инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований.
План действий:
Выбор показателя, плана выборки, типа карты.
Сбор данных.
Вычисление выборочных статистик, центральной линии, контрольных пределов.