Нормирование труда
9
Выполнение данной работы закрепило теоретические знания и практические навыки по решению вопросов, оптимального построения современной системы организации нормирования и оплаты труда
Выполнение курсовой работы позволило овладеть знаниями в области рационализации труда, его нормирования и оплаты труда посредством формирования адекватных форм экономической мотивации труда.
Владение системой знаний в области организации, нормирования оплаты труда позволяет продвинуть в практику предприятий новые концепции и подходы в преобразовании его трудовой деятельности.
Приложение 1
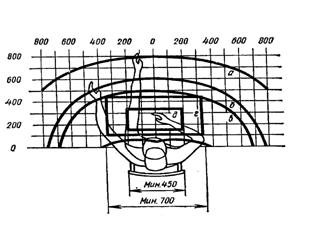
Рис.1.1.Микроклассификация рабочей зоны (при работе сидя):
А- зона максимальной досягаемости; Б- зона досягаемости пальцев при вытянутой руке; В – зона легкой досягаемости ладони; Г – оптимальное пространство для грубой ручной работы; Д – то же для тонкой ручной работы.

Рис.1.2.Микроклас-сификация рабочей зоны (при работе стоя):
А – оптимальная зона; Б- нормальная зона; В – максимальная зона.
Приложение 2
|

Р и с. 2.1. Поле зрения человека в горизонтальной плоскости:
18° - угол мгновенного зрения; 30° - угол эффективной видимости; 120° - угол обзора при фиксированном положении головы; 92°-220° - угол максимального вращения глаза; 124° - угол бинокулярной зоны; 45° - угол поворота головы
Приложение 3
| Серийность производства на данном РМ | Нормативный коэффициент устойчивости хроноряда | |||
| Машинная работа | Машинно-ручная | Наблюдение за работой оборудования | Ручная работа | |
| Мелкосерийное производство | 1,2 | 2,0 | 2,5 | 3,0 |
Приложение 4

Таблица 4.1
Нормативы времени на подрезку торцев
|
Вид обработки |
Обрабатываемый материал |
Диаметр обрабатываемых отверстий Д, мм | ||
|
30 |
80 |
св. 80 | ||
|
Подрезка торцов зенковкой |
Сталь |
0,07 |
0,08 |
- |
|
Чугун |
0,08 |
0,09 |
- | |
|
Медные сплавы |
0,08 |
0,09 |
- | |
|
Подрезка торца подрезной пластиной |
Сталь tв £ 90 кг/мм2 ³ 90 |
- |
0,08 0,09 |
0,10 0,12 |
|
Чугун |
- |
0,08 0,11 |
0,11 1,13 | |
|
Медные сплавы |
- |
0,10 |
0,12 | |
Таблица 4.2
Снятие фасок и центровка отверстий
|
Размер фаски, а, мм | ||||||||
|
0,5 |
1,0 |
2 |
3 | |||||
|
Машинно-ручное время, мин | ||||||||
|
0,02 |
0,025 |
0,035 |
0,040 | |||||
|
Размеры центрового отверстия | ||||||||
|
|
|
|
|
|
| |||
|
Машинно-ручное время, мин | ||||||||
|
0,05 |
0,07 |
0,09 |
0,12 |
0,15 |
0,21 | |||
|
Размеры центрового отверстия | ||||||||
|
|
|
|
|
|
| |||
|
Машинно-ручное время, мин | ||||||||
|
0,05 |
0,07 |
0,09 |
0,12 |
0,15 |
0,21 | |||