Внутризаводское планирование конверсионной программы
16
4.5.2. Сравнение по методу Шонфельда.
Для более наглядной оценки технического уровня проектируемого изделия и аналогов, а также для большей объективности оценки сравним данные устройства методом Шонфельда.
Суть метода заключается в следующем: в качестве исходных берутся показатели технического уровня и коэффициенты важности каждого показателя для заказчика. Далее, по каждому показателю для каждого изделия экспертным методом по пятибальной шкале определяется значение в баллах, и определяется обобщающий показатель качества — как сумма произведений оценки (в баллах), и коэффициента важности для каждого изделия. Чем больше обобщающий показатель качества, тем лучше данное изделие по техническому уровню.
Показатели аналогичны факторам конкурентоспособности бально-индексного метода. Вместо наименования показателей используется нумерация из предыдущей таблицы.
Таблица 4.5.
Сравнение по методу Шонфельда
|
Коэфф. важности | 0,2 | 0,2 | 0,1 | 0,2 | 0,2 | 0,1 | 1 |
|
Показатели | 1.1 | 1.2 | 1.3 | 2.1 | 2.2 | 3.3 | Обобщ.показатель |
|
ПО | 5 | 4 | 5 | 5 | 4 | 5 | 4,6 |
|
Итал.фирма | 3 | 4 | 5 | 4 | 4 | 5 | 4 |
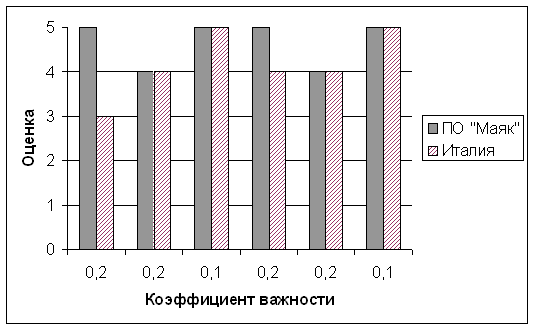 Рис. 8. Диаграмма Шонфельда
Рис. 8. Диаграмма Шонфельда
Сравнение показало, что уровень технического совершенства двигателя типа ДК 64-250 ПО , не только не уступает аналогичному итальянскому двигателю, но и несколько превосходит по ряду показателей.
4.6. Планирование производства
Прогнозируемый объем продаж продукции цеха электродвигателей приведен в таблице № 4.1. Этот объем продукции составляет плановый объем выпуска.
Таблица 4.6.
Плановый объем выпуска электродвигателей типа ДК 64-250
|
Год | 1999 | 2000 | 2001 | 2002 | 2003 |
|
Объем продаж, шт. | 125 000 | 125 000 | 125 000 | 125 000 | 125 000 |
Производство двигателей типа ДК 64-250 организовано на трех основных участках:
1. Инструментально-заготовительный участок, на котором осуществляется подготовка инструмента для основного производства.
2. Механический участок, на котором осуществляется доработка комплектующих двигателя. Он состоит из следующих участков:
· заготовительный;
· токарный;
· фрезерный;
· прессовой.
3. Сборочно-монтажный участок. Он состоит из следующих участков:
· гальванический;
· слесарный;
· монтажный;
· сборочный;
· наладочный.
Для обеспечения высокого качества изготавливаемых изделий в Цехе электродвигателей установлены испытательные установки:
1. ИЯ1-10 — проведение испытания якоря: проверяется изоляция, межвитковое замыкание, межломильное замыкание.
2. ИК 5-30 Н — проведение испытания коллектора на межломильное замыкание.
3. ВЭС 18М — проведение испытания статора: проверяется прочность изоляции статора, межвитковые замыкания, обрыв обмотки; осуществление контроля электрической прочности изоляции, сопротивления изоляции.
4. 11НТ-6 — проведение испытания работы магнитопровода и якоря; комплексная проверка основной и дополнительной изоляции.
Для обеспечения производства электродвигателей типа ДК 64-250 на ПО осуществлено строительство цеха.
Таблица 4.7.
Фактические затраты составили:
(руб.)
| Год | 1990 | 1991 | 1992 | 1993 | 1994 | 1995 | 1996 | 1997 | 1998 |
Итого |
|
Сумма | 116900 | 201400 | 2223598 | 148130 | 504390 | 2738670 | 1300720 | 1065520 | 5100 | 8304428 |
Строительство цеха осуществлялось за счет собственных средств предприятия. Его производственные площади составляют 12008 м?полезной площади.