Принципы организации многостаночного обслуживания на промышленном предприятии
2
|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
Тпр |
Тпс |
|
1 |
8 |
6 |
2 |
8 |
- |
- |
|
2 |
6 |
3 |
3 |
8 |
3 |
2 |

|
Номер станка |
Топ |
Тмс |
Тз |
Тц |
Тпр |
Тпс |
|
1 |
7 |
4 |
3 |
9 |
- |
2 |
|
2 |
4 |
2 |
2 |
9 |
2 |
1 |
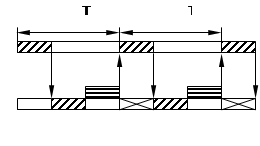
Рис. 1. Варианты графиков многостаночного обслуживания
![]() Тз - время занятости рабочего;
Тз - время занятости рабочего;
Тмс – время машинно-автоматической работы станка;
Тпр - свободное время (простой) рабочего;
Тпс - простой станка
Т![]() - цикл многостаночного обслуживания
- цикл многостаночного обслуживания
Т![]() - оперативное время
- оперативное время
Время автоматической работы станка (Тмс![]() ), не перекрываемое временем занятости рабочего при работе на данном станке, называется машинно-свободным временем и определяется по формуле
), не перекрываемое временем занятости рабочего при работе на данном станке, называется машинно-свободным временем и определяется по формуле
Тмс![]() = То - Тзп
= То - Тзп
или
Тмс![]() = То - (Тмр + Тан + Тпер),
= То - (Тмр + Тан + Тпер),
где То – основное (технологическое) время;
Тмр – машинно-ручная работа;
Тзп – время занятости рабочего, перекрываемое машинным временем работы на данном станке.
Время занятости рабочего обслуживанием одного станка (Тз![]() ) складывается из следующих элементов:
) складывается из следующих элементов:
Тз![]() = Тв.н + Тв.п. + Тан + Тпер,
= Тв.н + Тв.п. + Тан + Тпер,
где Тв.н.– вспомогательное не перекрываемое время;
Тв.п. – вспомогательное перекрываемое время;
Тан – время активного наблюдения за работой станка;
Тпер – время на переход от станка к станку.
Общее время занятости рабочего при обслуживании группы станков (Тзрм) будет равно сумме времени занятости рабочего по каждому из обслуживаемых станков:
Тзрм = ![]() Тз
Тз![]()
![]()
где n – число обслуживаемых станков.
Основное условие эффективной организации многостаночного рабочего места можно выразить следующим соотношением:
Тмс ![]()
![]() Тз
Тз
В случае если Тмс ![]() Тзрм у рабочего возникает свободное время, при
Тзрм у рабочего возникает свободное время, при
Тмс ![]() Тзрм образуются простои оборудования.
Тзрм образуются простои оборудования.
Таким образом, число станков, включаемых в многостаночное рабочее место не должно превышать определенного предела, с тем, чтобы по возможности не допустить как простоев рабочего, так и простоев оборудования.
Количество станков, объединенных в группу для многостаночного обслуживания, определяется следующим образом:
для станков-дублеров и станков с равной длительностью операций:
n = ![]() + 1
+ 1
для станков с различной длительностью выполняемых операций:
n = ![]() + 1
+ 1
где Кд - коэффициент, учитывающий возможные отклонения от нормального хода технологического процесса и необходимость микропауз в работе многостаночника. В таблице 1 приведены значения этого коэффициента.
Таблица 1
Значения коэффициента Кд
|
Тип производства |
Оборудование | |
|
универсальное |
специализированное | |
|
Массовое |
0,85 |
0,9 |
|
Серийное |
0,7 |
0,8 |
|
Единичное |
0,65 |
0,75 |
Для правильной организации многостаночного обслуживания важное значение имеет цикл многостаночного обслуживания (Тц) - период времени, в течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию закрепленных за ним станков. Его величина рассчитывается следующим образом:
при обслуживании станков-дублеров:
Тц = Тмс![]() + Тз
+ Тз![]() .
.
Если у рабочего внутри цикла нет свободного времени, то время цикла будет равно сумме занятости по обслуживанию всех станков:
Тц = ![]() Тз
Тз![]() .
.
Такой случай характерен при обслуживании станков-дублеров (рис. 1а) и для станков, на которых выполняются операции равной длительности (рис. 1б).
В случае, когда общая занятость рабочего по обслуживанию всех станков меньше суммы машинно-свободного и занятости по обслуживанию одного станка, т.е.
![]() Тз
Тз![]() < Тмс
< Тмс![]() + Тз
+ Тз![]() ,
,