Приём на работу новых сотрудников
Страница
3
Если число тетрадей в книжных изданиях более 20, то рабочий стол целесообразно делать П-образным. В этом случае рабочий может выполнять комплектовку сидя на винтовом стуле. При так называемой бестетрадной технологии, когда книжные блоки могут состоять из нескольких десятков листов форматов А4 или А5, на рабочем столе устанавливают двух- или трехъярусную полку с ячейками, в которых можно уложить по нескольку сотен оттисков. После комплектовки стопы ее сталкивают по верхнему торцу и на корешок, контролируют правильность комплектовки по корешковым меткам, после чего укладывают на соседний стол машины швейного или бесшвейного скрепления блоков. На средних и крупных предприятиях скомплектованные блоки укладывают стопами высотой до 30 см в фуры с откидными полками или на полку каретки подвесного транспортера.
Факторы, влияющие на качество блоков в процессе заклейки, сушки и обжима корешка
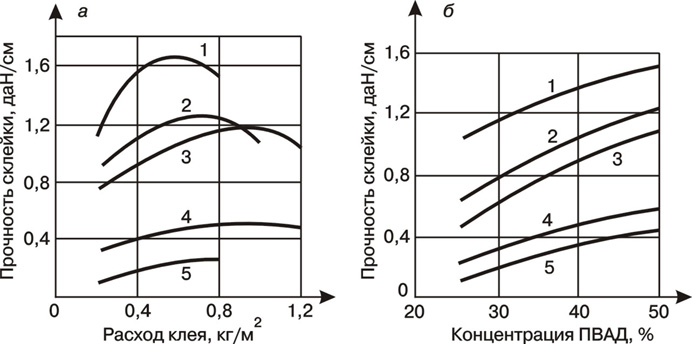
Показатели качества обработки корешка блоков зависят от способа и режимов заклейки, сушки и обжима корешка и технологических факторов — показателей качества бумаги и объема тетрадей блока. Способы и режимы заклейки корешка. По данным МГУП, вариант с заклейкой и сушкой корешка в зажатом состоянии, осуществляемый на современных заклеечносушильных автоматах, технологически наиболее совершенен, так как обеспечивает максимальную прочность склейки тетрадей при высоких значениях коэффициентов спрессованности и стойкости блоков к сдвигу. Расход клея. Если блокозаклеечное устройство обеспечивает нанесение тонкого слоя клея высокой концентрации и любой вязкости с прониканием клея между утолщениями корешковых фальцев смежных тетрадей, то прочность склейки тетрадей возрастает с увеличением расхода клея до 0,6 кг/м2 для всех видов бумаги (рис. 6.2, а). Трехкратное увеличение расхода клея обеспечивает примерно 1,5-кратное повышение прочности склейки тетрадей из неклеевых видов бумаги и 1,6-2,5-кратное у тетрадей из клееной офсетной бумаги, при этом абсолютное возрастание прочности склейки составляет соответственно до 0,5 и 0,2 даН/см (кгс/см).
| 
|
| Рис. 6.2. Зависимость прочности склейки тетрадей блоков, заклеенных ПВАД: а — от расхода клея; б — от концентрации клея; 1 — бумага для высокой печати № 3; 2 — для высокой печати № 2; 3 — для высокой печати № 1; 4 — офсетная № 2; 5 — офсетная № 1 |
Концентрация клея. Повышение концентрации клея при постоянном его расходе (рис. 6.2, б) дает значительно больший эффект: двукратное увеличение концентрации обеспечивает прирост прочности склейки тетрадей из неклееных видов бумаги для высокой печати в 1,5-2,5 раза (на 0,5-0,6 даН/см) и в 3,0-4,5 раза (примерно на 0,4 даН/см) у клееной офсетной бумаги. Применение концентрированного клея при постоянном расходе сухого вещества обеспечивает большую прочность склейки тетрадей, лучшие условия для сушки корешка, позволяет экономить клей при обработке блоков из неклееных видов бумаги, если норму расхода клея установить из требования необходимой прочности склейки тетрадей в соответствии со сроком службы издания. По данным МГУП, при заклейке корешка блоков, состоящих из 32-страничных тетрадей, неразбавленным 50%-ным клеем с соблюдением нормы расхода сухого вещества в процессе сушки корешка необходимо удалить не более 30% влаги, внесенной с клеем. Остальная влага отфильтровывается в бумагу и остается в клеевой пленке, не мешая выполнению последующих операций. Простые расчеты показывают, что при применении разбавленных клеев, содержащих 33% сухого остатка, в соответствии с рекомендациями технологических инструкций и нормами расхода материалов, при сушке необходимо удалить в 4 раза большую массу влаги, чтобы получить такое же влагосодержание.
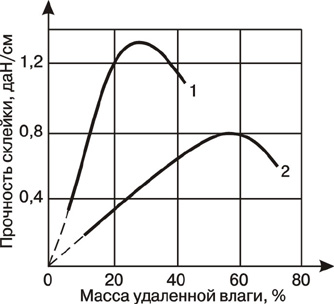
Режим сушки корешка. При интенсивных способах сушки по мере обезвоживания клея прочность склейки тетрадей блока возрастает, достигает максимума при потере примерно 60% влаги, внесенной с клеем 33%-ной концентрации, после чего понижается. Прочность склейки тетрадей при оптимальном влагосодержании возрастает при применении жестких режимов радиационно-конвективной сушки (с увеличением мощности и температуры излучателя, уменьшением расстояния до излучателя — кривая 1 на рис. 6.3), что, видимо, способствует сплавлению частиц поливинилацетата, образованию монолитной пленки, диффузии полимера в бумагу.
| 
|
| Рис. 6.3. Зависимость прочности склейки тетрадей блоков от количества удаленной влаги при сушке кварцевыми инфракрасными лампами: 1 — при заклейке корешка 50%-ной ПВАД; 2 — при заклейке 33%-ной ПВАД |
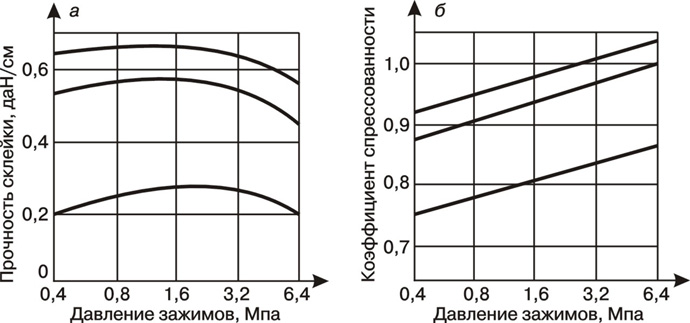
Режимы обжима корешка. При заклейке и сушке корешков блоков в зажатом состоянии режимами обжима являются давление и величина выхода корешков из зажимов транспортера заклеечносушильной машины. С увеличением выхода корешков блоков из зажимов и давления обжима корешки тетрадей блока веерообразно расходятся, что позволяет клею проникать на большую глубину между фальцами. При этом прочность склейки тетрадей книжных блоков сначала возрастает (для различного вида бумаги на 20-30%), достигает некоторого максимума, а затем понижается (рис. 6.4, а и 6.5, а). С увеличением выхода корешков из зажимов коэффициент спрессованности блоков уменьшается (рис. 6.4, б), а коэффициент стойкости к сдвигу несколько возрастает; повышение давления обжима увеличивает коэффициент спрессованности (рис. 6.4, б), но уменьшает коэффициент стойкости корешка к сдвигу. Оптимальной следует считать величину выхода корешков из зажимов, равную 6-8 мм, и давление обжима порядка 1-3 МПа в зависимости от вида отделки и объемной массы бумаги, объема тетрадей и толщины блока. При этих значениях параметров обжима обеспечиваются максимальная прочность склейки тетрадей и достаточно высокие значения коэффициентов спрессованности и стойкости блока к сдвигу, что обеспечивает высокое качество полуфабрикатов на последующих операциях механической обработки корешка книжных блоков.
| 
|
| Рис. 6.4. Зависимость прочности склейки тетрадей (а) и коэффициента спрессованности блоков (б) от величины выхода корешка из зажимов для блоков из бумаги для высокой печати: 1 — № 1, ПВАД 33%-ная; 2 — № 1, ПВАД 50%-ная; 3 — № 3, ПВАД 50%-ная |
При пооперационной обработке блоков одно- или двукратный обжим корешка производится на блокообжимных станках типа БПБ-270 при давлении порядка 3-4 МПа (30-40 кгс/см2). Обжим корешка блоков после сушки повышает коэффициент спрессованности, понижает коэффициент стойкости блока к сдвигу и не влияет на прочность склейки тетрадей блоков.
| 
|
| Рис. 6.5. Зависимость прочности склейки тетрадей (а) и коэффициента спрессованности блоков (б) от давления зажимов для блоков из бумаги для высокой печати: 1 — № 1, 33%-ная ПВАД; 2 — № 1, 50%-ная ПВАД; 3 — № 3, 50%-ная ПВАД; 4 — № 3, 33%-ная ПВАД |
Перейти на страницу номер:
1 2 3
4