Организация и управление производственным процессом
2
Сборочная единица (узел)– разъемное или неразъемное сопряжение нескольких деталей.
Комплексы и комплекты могут состоять из соединенных между собой сборочных единиц и деталей,
Изделия характеризуются приводимыми ниже качественными и количественными параметрами.
1. Конструктивной сложностью. Она зависит от числа входящих в изделие деталей и сборочных единиц; это число может колебаться от нескольких штук (простые изделия) до десятков тысяч (сложные изделия).
2. Размерами и массой. Размеры могут колебаться в 'пределах от нескольких миллиметров (или даже меньше) до нескольких десятков (даже сотен) метров (например, морские суда). Масса изделия зависит от размеров и соответственно может изменяться от граммов (миллиграммов) до десятков (и тысяч) тонн. С этой точки зрения все изделия делят на мелкие, средние и крупные. Границы их деления зависят от отрасли машиностроения (вида продукции).
3. Видами, марками и типоразмерами применяемых материалов. Число их достигает десятков (даже сотен) тысяч.
4. Трудоемкостью обработки деталей и сборки сборочных единицей изделия в целом. Она может изменяться от долей нормо-минуты до нескольких тысяч нормо-часов. По этому признаку различают нетрудоемкие (малотрудоемкие) и трудоемкие изделия.
5. Степенью точности и шероховатости обработки деталей и точности сборки сборочных единиц и изделий. В связи с этим изделия подразделяют на высокоточные, точные и низкоточные.
6. Удельным весом стандартных, нормализованных и унифицированных деталей и сборочных единиц.
7. Числом изготовляемых изделий; оно может колебаться от единиц до миллионов в год.
Характеристики изделий во многом предопределяют организацию производственного процесса в пространстве и во времени.
Так, от конструктивной сложности изделий зависит число обрабатывающих и сборочных цехов или участков и соотношение между ними.
Чем сложнее изделие тем больший удельный вес занимают сборочные работы и сборочные участки и цехи в структуре предприятия. Размер, масса и количество изделий влияют на организацию их сборки; на создание того или иного вида поточного производства; организацию транспортировки деталей, сборочных единиц и изделий по рабочим местам, участкам и цехам; во многом определяют вид движения по рабочим местам (операциям) и длительность производственного цикла.
Для крупных и тяжелых изделий применяют неподвижные поточные линии с периодическим движением конвейеров. Для их транспортировки используются подъемные краны и специальные транспортные средства. Движение их по операциям организуется в основном по параллельному, виду. Длительность производственного цикла изготовления таких изделий большая, она измеряется иногда годами.
Иногда приходится в механических цехах организовывать участки крупных, мелких и средних деталей.
От вида и марки обрабатываемых материалов зависит необходимость сочетания тех или иных заготовительных и обрабатывающих участков или цехов.
При наличии большого числа заготовок из литья и поковок требуется создание литейных цехов (чугунолитейных, сталелитейных, цветного литья и других), кузнечных и прессовых (горячего и холодного прессования) цехов. При изготовлении многих заготовок из прокатного материала потребуются заготовительные участки или цехи. При механической обработке деталей из цветных металлов приходится, как правило, организовывать отдельные участки.
Степень точности и чистоты обработки и сборки влияет на состав оборудования и участков, их расположение.
Для обработки особо точных деталей и сборки сборочных единиц и изделий необходима организовывать отдельные участки, так как при этом требуется создание особых санитарно-гигиенических условий.
От удельного веса стандартных, нормализованных и унифицированных деталей и сборочных единиц зависит состав оборудования, участков и цехов.
Изготовление стандартных и нормализованных деталей, как правило, ведется на специальных участках или в специальных цехах. Для них организуется поточно-массовое производство.
Трудоемкость и число изготовляемых изделий влияют на состав и количество оборудования, цехов и участков, их расположение, возможность организации поточного производства, длительность производственного цикла, величину незавершенного производства, себестоимость и другие экономические показатели работы предприятия. Изделия, которые не изготовляют на данном предприятии, а получают в готовом виде, относятся к покупным. Их называют также комплектующими изделиями.
На каждом машиностроительном заводе обычно одновременно изготовляется несколько изделий, различных по конструкции и размерам. Перечень всех видов изделий, выпускаемых заводом, называется номенклатурой.
К средствам труда относятся орудия производства, земля, здания и сооружения, транспортные средства. В составе средств труда определяющая роль принадлежит оборудованию, особенно рабочим машинам.
На каждую единицу оборудования предприятием-изготовителем составляется паспорт, в котором указывается дата изготовления оборудования и полный перечень его технических характеристик (скорость обработки, мощность двигателей, допускаемые усилия, правила обслуживания и эксплуатаций и др.).
Сочетание элементов процесса труда (труд определенной квалификации, орудия и предметы труда) и частичных производственных процессов (изготовление отдельных узлов готового продукта или выполнение определенной стадии процесса изготовления продукции) осуществляется по качественным и количественным признакам и ведется в нескольких направлениях. Различают поэлементный (функциональный), пространственный и временной разрезы организации производства.
Поэлементный разрез организации производства связан с упорядочением техники, технологии, предметов труда, орудии и самого труда в единый процесс производства. Организация производства предполагает внедрение наиболее производительных машин и оборудования, обеспечивающих высокий уровень механизации и автоматизации производственного процесса; использование высококачественных и эффективных материалов; совершенствование конструкций и моделей выпускаемых изделий; интенсификацию и внедрение более прогрессивных технологических режимов.
Основная задача поэлементной организации производства состоит в правильном и рациональном подборе состава оборудования, инструментов, материалов, заготовок и квалификационного состава кадров, с тем чтобы обеспечить полное их использование в процессе производства. Проблема взаимного соответствия элементов процесса производства особенно актуальна в сложных высокомеханизированных и автоматизированных процессах при динамичной номенклатуре производства.
Сочетание частичных производственных процессов обеспечивает пространственная и временная организация производства. Производственный процесс включает множество частичных процессов, направленных на изготовление готового продукта. Классификация производственных процессов показана на рис. 3.
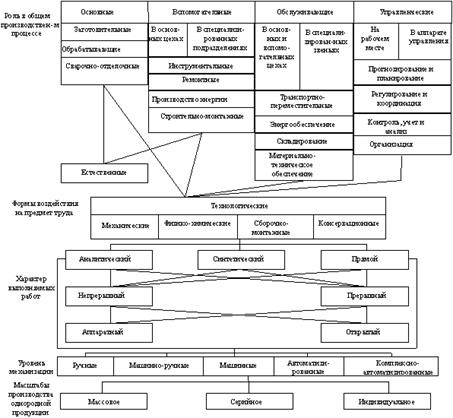
Схема 3. Классификация производственных процессов